


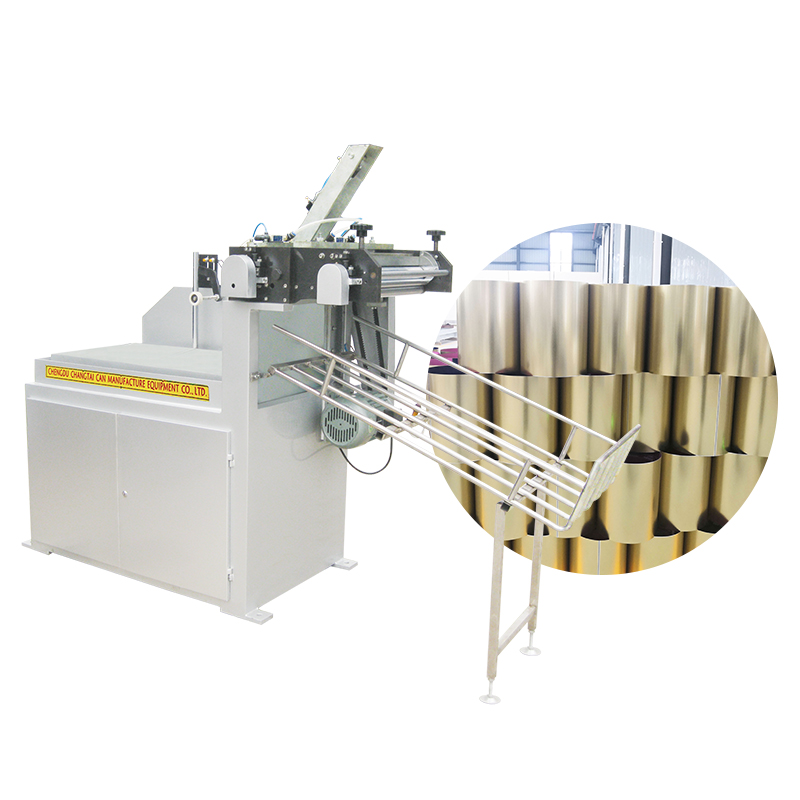
ধাতু ক্যানের জন্য বাইরের ভিতরে লেপ মেশিন তৈরির ক্যান, গোলাকার ক্যান, বর্গাকার ক্যান

ধাতু ক্যানের জন্য বাইরের ভিতরে লেপ মেশিন তৈরির ক্যান, গোলাকার ক্যান, বর্গাকার ক্যান
খাদ্য বা শিল্পের ক্যানের জন্য আবরণ তৈরির প্রক্রিয়া সম্পর্কিত ভিডিও
এই মেশিন সম্পর্কে বর্ণনা
1. ওয়েল্ডিং মেশিনের সাথে সংযুক্ত, ক্যান্টিলিভার ঊর্ধ্বমুখী সাকশন বেল্ট কনভেয়িং ডিজাইন পাউডার স্প্রে করার জন্য সুবিধাজনক, এবং সামনের সংকুচিত বাতাস ওয়েল্ড সিমকে ঠান্ডা করে যাতে ওয়েল্ড সিমের তাপমাত্রা খুব বেশি হলে পাউডার জমা বা আঠালো ফোমিং এড়ানো যায়।
2. আমদানি করা বেল্ট পরিবহনের জন্য ব্যবহার করা হয়, এবং ঢালাই করা ক্যানের বডি কনভেয়র বেল্টের নিচে চুষে নেওয়া হয়, যাতে ক্যানের ধরণ পরিবর্তন করার সময় পরিবহনের উচ্চতা সামঞ্জস্য করার প্রয়োজন না হয় এবং পরিবহন স্থিতিশীল থাকে।
৩. আঠা যাতে গড়িয়ে যাওয়ার পর অসমান না হয়, তার জন্য আবরণ চাকার আউটলেটে একটি ব্রাশ স্থাপন করা হয়। ব্রাশ ট্যাঙ্কে আঠা নিয়ে আসে এই বিষয়টি কাটিয়ে ওঠার জন্য, সিলিন্ডার নিয়ন্ত্রণ করার জন্য একটি ইন্ডাকশন সুইচ ইনস্টল করা হয় যাতে ট্যাঙ্ক থাকলেই ব্রাশটি নীচে নেমে যায় এবং ট্যাঙ্ক না থাকলে উপরে উঠে যায়। যাতে আঠা ট্যাঙ্কে না পড়ে।
৪. ওয়েল্ডিং মেশিন ডিবাগ করার সুবিধার্থে, পুরো কনভেয়িং এবং বাইরের আবরণের অংশগুলিকে উপরের দিকে এবং পিছনে তোলার জন্য একটি এয়ার সিলিন্ডার ইনস্টল করা হয়, ফলে ঊর্ধ্বমুখী সাকশন কনভেয়িংয়ের জন্য ওয়েল্ডিং মেশিনের অসুবিধাজনক ডিবাগিংয়ের অসুবিধা এড়ানো যায়।
৫. বাইরের আবরণ বেল্টের রাবার চাকা এবং রোলারের উভয় পাশে ক্লিনিং প্লেট স্থাপন করা হয়, যাতে আঠা আবরণ চাকার পাশকে দূষিত না করে এবং আবরণ চাকার পরিষ্কার-পরিচ্ছন্নতা নিশ্চিত করে।
6. আমাদের কোম্পানি গ্রাহকের প্রয়োজনীয়তা অনুসারে বাহ্যিক স্প্রে পদ্ধতি তৈরি করতে পারে, তবে বাহ্যিক আবরণ অবশ্যই নীচের দিকে পৌঁছানোর পদ্ধতি হতে হবে (ওয়েল্ডিং মেশিনের সাথে সংযোগ হল উপরের দিকে পৌঁছানোর পদ্ধতি)। অভ্যন্তরীণ আবরণ সহ টাচ-আপ আবরণ মেশিনের পরিবহন এবং ওয়েল্ডিং মেশিনের ওয়েল্ডিং সিমের উভয় পাশে বেল্ট থাকতে হবে, যাতে ক্যান বডি ওয়েল্ডিং সিমটি একই উচ্চতা এবং লাইনে স্থিরভাবে রাখা যায়।
প্রযুক্তিগত পরামিতি
| মডেল | GNWT-286S সম্পর্কে | GNWT-180S সম্পর্কে |
| রোলার গতি | ৫-৩০ মি/মিনিট | |
| বার্ণিশের প্রস্থ | ১০-২০ মিমি | ৮-১৫ মিমি |
| ক্যান ব্যাসের আকার | ২০০-৪০০ মিমি | ৫২-১৮০ মিমি |
| লেপের ধরণ | রোলার লেপ | |
| বর্তমান লোড | ০.৫ কিলোওয়াট | |
| পাউডার সরবরাহ | ২২০ ভোল্ট | |
| বায়ু খরচ | ০.৬ এমপিএ ২০ লিটার/মিনিট | |
| যন্ত্র পরিমাপ | ২১০০*৭২০*১৫২০ | |
| ওজন | ৩০০ কেজি | |
এই বহিরাগত রোলার আবরণ মেশিন সম্পর্কে প্রযুক্তিগত শীট

-

মেটের জন্য মেশিন লিক হান্টিং মেশিন তৈরি করতে পারে...
-
গোলাকার ক্যান বর্গাকার ক্যান গোলাকার তৈরির মেশিন...
-

5L-25L খাবারের ক্যান তেলের ক্যান গোলাকার ক্যান বর্গাকার ক্যান...
-

স্টেশন কম্বিনেশন মেশিন (ফ্ল্যাংিং/বিডিং/এস...
-

ধাতুর জন্য মেশিন পাউডার সিস্টেম তৈরির ক্যান ক্যান...
-

211-700 ক্যানবডি ওয়েল্ডার 247 মিলি-8 লিটার টিন ক্যান সেলাই আমরা...